

Вход
Вход в сервисы Альта-Софт
Электронное декларирование
- заказать дополнительный логин
- редактировать сведения о компании
- заказать пакет деклараций
Электронная подпись
- выпустить (перевыпустить) ЭП
- аннулировать ЭП
- изменить контакты и реквизиты
СВД-сервер
- статистика обмена с таможенными органами
- детализация процесса электронного декларирования
- проверка и пополнение баланса
договора на ЭД, СМС информирование
Онлайн-сервисы
- Поиск вагонов, Такса, ЖД-Тариф, Груз на СВХ, подключение и настройки API
- баланс договора онлайн-сервисов
- заказы и комментарии на сайте
Таможенный форум
- обсуждение вопросов декларирования с опытными декларантами и экспертами ВЭД
- вопросы и предложения к технической поддержке компании
- общение на таможенную тематику
онлайн-справочник
Пояснения к товарной позиции ТН ВЭД 8462
[с 01.01.22] Станки (включая прессы) для обработки металлов объемной штамповкой, ковкой или штамповкой (кроме прокатных станов); станки для обработки металлов (включая прессы, линии продольной резки и линии поперечной резки) гибочные, кромкогибочные, правильные, отрезные, пробивные, вырубные или высечные (кроме станков для волочения); прессы для обработки металлов или карбидов металлов, не поименованные выше/[по 31.12.21] Станки (включая прессы) для обработки металлов объемной штамповкой, ковкой или штамповкой; станки для обработки металлов (включая прессы) гибочные, кромкогибочные, правильные, отрезные, пробивные или вырубные; прессы для обработки металлов или карбидов металлов, не поименованные выше
В данную товарную позицию включаются машины, перечисленные в тексте товарной позиции, которые работают путем изменения формы металла или карбида металла.
Как правило, такие машины имеют механический привод, но аналогичные машины с ручным или ножным приводом также включаются в данную товарную позицию. Эти последние можно отличить от ручных инструментов товарной позиции 8205 и от ручных инструментов товарной позиции 8467 тем, что они обычно сконструированы для установки на полу, верстаке, стене или на другой машине и поэтому снабжаются опорной плитой, монтажной рамой, станиной и пр.
В данную товарную позицию включаются:
(1) Ковочные и штамповочные машины. В широком смысле под ковкой понимаются все процессы обработки нагретого металла ударами или давлением либо для удаления пудлингового шлака (обжимка), либо для формовки металла. За исключением случаев обжатия, при котором металл обрабатывается в форму шаров, металл, подвергаемый ковке, имеет либо форму заготовок, например, блюмов, заготовок или полос, либо форму прутков и стержней обычно круглого сечения. Более точно ковку можно определить как операцию, в которой используется нагревание, но не используются штампы.
Штамповкой (или вырезкой) называют процесс, при котором металл заставляют ударом или давлением заполнять полости в металлических формах, называемых штампами. Эта операция выполняется в горячем состоянии для твердых металлов (в частности, стали) или в холодном состоянии для мягких металлов. Обычно используется пресс.
В процессе штамповки или вырезки штампы полностью охватывают заготовку. В некоторых случаях, однако, используется штамп, воздействующий только на часть обрабатываемой заготовки. Тогда инструмент представляет собой штамп в чистом виде, а операция называется штамповкой.
Штамповочные машины могут удалять заусенцы, возникающие при штамповке или вырезке. Эта зачистная операция выполняется с помощью специальных обрезных штампов. Финишные операции, выполняемые на прецизионном штампе, называются обработкой по точно заданному размеру. Эта обработка дает точные заданные размеры.
Ниже приводятся примеры машин, специально разработанных и созданных для выполнения описанных выше операций:
– молоты, падающие молоты (механические, гидравлические или пневматические и паровые молоты), работающие серией коротких резких ударов;
– металлообрабатывающие прессы, работающие приложением непрерывного давления. Однако прессы общего назначения, не предназначенные специально для обработки металлов, не включаются в данную товарную позицию (товарная позиция 8479).
(2) Гибочные машины. Сюда входят машины для обработки плоских изделий (листов, плит и полос), которые, пропуская изделия через три или четыре комплекта валков, придают им цилиндрический изгиб (для этого валки устанавливаются параллельно, как на трубоформующей машине) или коническую форму (при этом валки не параллельны); машины для обработки неплоских изделий (прутков, уголков, фасонных и специальных профилей, труб). Эти машины работают либо с помощью формующих валков, путем гибки под прессом, либо для труб (и, в частности, для труб нефтепроводов) – путем вытягивания их концов, в то время как основной участок удерживается фиксированным цилиндром.
(3) Кромкогибочные машины. К ним относятся:
(а) машины для обработки плоских изделий. Гибка плоского изделия состоит в придании листу (или полосе) остаточной деформации с малым радиусом по прямой без разрушения металла. Эта операция выполняется или на универсальной кромкогибочной машине, или на кромкогибочном прессе;
(б) машины для обработки неплоских изделий. Гибка стержней, прутков, труб, уголков, фасонных и специальных профилей очень близка к гибке (см. пункт (2) выше); гибка проволоки заключается в придании ей кривизны в одной плоскости. Машины для гибки проволоки, выполняющие более сложные операции (например, пружинонавивочные машины), не являются простыми гибочными машинами и включаются в товарную позицию 8463.
(4) Правильные машины. Эти машины предназначены для исправления недостатков в неплоских изделиях, например, в проволоке, прутках, стержнях, трубах, уголках, фасонных и специальных профилях, или в плоских изделиях, например, полосах или листах, возникающих в результате манипуляций с ними после изготовления.
К правильным машинам относятся, например, следующие:
(а) правильные машины валкового типа, которые состоят из ряда параллельных валков (или цилиндров) либо относительно большого диаметра и высокой жесткости, но в небольшом количестве (5 – 11), либо малого диаметра, высокой гибкости, но в большом количестве (обычно 15 – 23) с равным числом противодействующих валков;
(б) столы для правки вытягиванием, которые исправляют недостатки небольшим постоянным растяжением.
(5) Механические ножницы. Процесс разрезания требует двух режущих инструментов, грани которых расположены в одной плоскости, обращенной вертикально к разрезаемому металлу. Эти инструменты проникают в металл, который испытывает пластическую деформацию и волокна которого под воздействием все более высокого давления и все более глубокого проникновения разрушаются по линии лезвий.
К машинам этого типа относятся: ножницы с противовесом, рычажные ножницы и гильотинные ножницы, в которых используются лезвия; дисковые ножницы, в которых вместо лезвий используются инструменты в форме дисков или срезов усеченных конусов.
(6) Пробивные машины, используемые для перфорирования, просечки или вырезки металла двумя инструментами, один из которых входит во второй. Пробивающий инструмент называется пуансоном, а второй – матрицей. Разрушение металла происходит как и в ножницах, а форма полученного отверстия зависит от формы инструментов.
К машинам этого типа относятся и машины для изготовления зубчатых колес вырубкой.
(7) Машины вырубные представляют собой небольшие машины для вырезки секций с различными сечениями (L–, T–, I– или U–профилей) и полукруглых профилей либо для подготовки их к сборке (изготовление канавок, пазов, шипов, профилей в виде ласточкина хвоста), либо просто для резки или пробивания отверстий.
(8) Экструдинг–прессы для формования стержней, прутков, проволоки, уголков, фасонных и специальных профилей, труб и пр. Эти прессы предназначены для выдавливания массы металла через матрицу с помощью пресс–штампа. Эта операция выполняется горячей или холодной в зависимости от пластичности металла.
(9) Прессы для формования изделий из металлических порошков путем спекания.
(10) Прессы для пакетировки отходов металла в кипы.
ЧАСТИ И ПРИНАДЛЕЖНОСТИ
При условии соблюдения общих положений, относящихся к классификации частей (см. общие положения к разделу XVI), части и принадлежности (кроме инструментов группы 82) машин данной товарной позиции включаются в товарную позицию 8466.
В данную товарную позицию также не включаются:
(а) ручные инструменты (товарная позиция 8205);
(б) обрабатывающие центры, однопозиционные и многопозиционные агрегатные станки для обработки металла (товарная позиция 8457);
(в) ручные инструменты пневматические, гидравлические или со встроенным электрическим или неэлектрическим двигателем (товарная позиция 8467);
(г) машины для выдавливания адресных клише (товарная позиция 8472);
(д) чугунодробители и специальные толчеи для дробления на куски чугунного лома (товарная позиция 8479);
(е) гибочные, кромкогибочные и правильные машины для обработки выводов полупроводниковых приборов (товарная позиция 8486);
(ж) машины и приборы для испытаний (товарная позиция 9024).
Пояснения к субпозициям.
 | Шестой том основан на Пояснениях к Комбинированной номенклатуре Европейского союза и содержит пояснения Евразийского экономического союза. Пояснения, содержащиеся в шестом томе, не заменяют собой пояснения, содержащиеся в первых пяти томах, рассматриваются как дополняющие последние и должны использоваться совместно с ними. |
8462
|
Станки (включая прессы) для обработки металлов объемной штамповкой, ковкой или штамповкой (кроме прокатных станов); станки для обработки металлов (включая прессы, линии продольной резки и линии поперечной резки) гибочные, кромкогибочные, правильные, отрезные, пробивные, вырубные или высечные (кроме станков для волочения); прессы для обработки металлов или карбидов металлов, не поименованные выше
|
|
8462 23 000 3
и
8462 26 000 2
|
Для вытягивания (растягивания) металлического листа
и оборачивания (гибки) листа вокруг закрепленной формовочной оснастки, для авиационной промышленности |
|
В данные подсубпозиции включаются машины (включая прессы), предназначенные для формования методом оборачивания вокруг неподвижной формовочной оснастки вытянутого за пределы текучести металлического листа.
|
|
|
8462 51 000 2
|
Для вытягивания (растягивания) металлического профиля или листа и оборачивания (гибки) вокруг закрепленной формовочной оснастки, для авиационной промышленности
|
|
В данную подсубпозицию включаются в том числе профилегибочные машины (включая прессы), предназначенные для формования методом гибки вокруг формовочной оснастки вытянутого за пределы текучести металлического профиля.
|
|
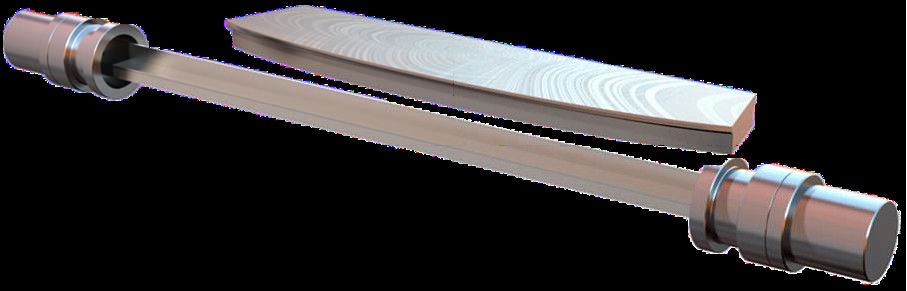  Предварительное растяжение профиля Растяжка и обтяжка профиля на оснастке
|
|
|
8462 61 001 6
|
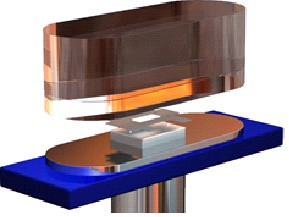
Для штамповки металлических листов эластичными средами с использованием одноблочной оснастки (штампа или матрицы)
и эластомерной подушки, для авиационной промышленности |
|
В данную подсубпозицию включаются прессы, предназначенные для изготовления деталей методом штамповки эластичными средами (эластоформования) металлических листов.
Одноблочная оснастка (штамп или матрица) и детали, подлежащие штампованию (металлический лист), помещаются на стол, который затем устанавливается в пресс под контейнер с эластомерной подушкой. Контейнер с эластомерной подушкой фиксируется в верхней части пресса. Стол поднимается и оказывает давление на подушку. Под воздействием высокого рабочего давления эластомерный материал ведет себя как жидкость, оказывая практически одинаковое давление на все участки деталей, подлежащих штампованию.
|
|
    |
|